Pemilihan kawat las aluminium

Pengelasan aluminium adalah proses teknologi yang kompleks. Logam sulit untuk dilas, oleh karena itu perlu untuk memilih bahan habis pakai untuk bekerja dengan perhatian khusus. Dari materi artikel ini Anda akan belajar cara memilih kawat untuk pengelasan aluminium, apa itu, fitur apa yang dimilikinya.

Keunikan
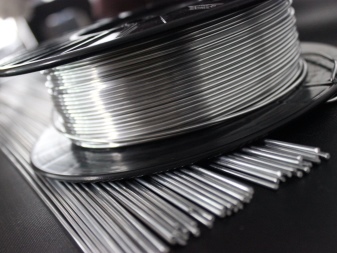
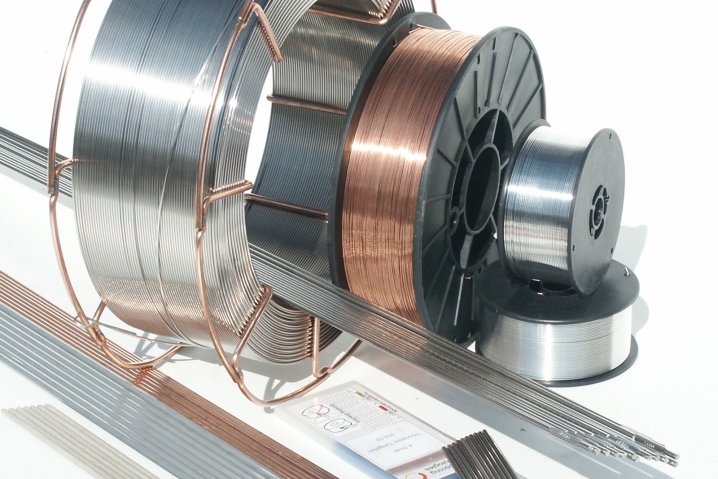
Kawat Las Aluminium adalah kawat pengisi aluminium penampang kecil yang disediakan dalam bentuk batang atau gulungan. Beratnya diukur dalam kilogram, digunakan untuk mengelas aluminium, yang hanya bisa dilakukan oleh tukang las berpengalaman. Bahan habis pakai ini digunakan untuk pengelasan pada perangkat semi otomatis.
Ada film oksida tahan api pada permukaan aluminium, yang mengganggu pengelasan berkualitas tinggi. Kawat las paduan tinggi membutuhkan perlindungan tambahan.

Mengingat hal ini, pengelasan busur argon digunakan, yang mengurangi efek negatif yang terkait dengan pengaruh lingkungan karena insulasi.
Selama pengelasan, Anda harus memantau bahan pengisi. Selama manipulasi master, bahan habis pakai membutuhkan perlindungan. Oleh karena itu, perlu menggunakan bahan khusus, yang secara otomatis dimasukkan ke dalam zona pengelasan dengan kecepatan yang sama. Selain itu, laju umpannya lebih tinggi daripada, misalnya, tembaga.
Aluminium adalah logam lunak dengan titik leleh rendah. Bahan pengisi untuk pengelasannya mentransfer karakteristiknya ke lasan. Semakin kuat, semakin kuat jahitan itu sendiri. Pada saat yang sama, bahan yang dilas dapat berbeda, sehingga dapat dipilih untuk paduan khusus dengan aluminium (produk yang dibuat darinya biasanya memiliki aditif berbeda yang meningkatkan kekuatannya).

Biasanya, kawat seperti itu tidak mengubah sifatnya ketika suhu berubah. Tidak berkarat, memiliki berbagai nomenklatur. Berkat ini, dimungkinkan untuk memilih bahan pengisi dengan diameter yang diperlukan seakurat mungkin. Kawat ini cocok untuk pengelasan manual dan otomatis.
Namun, ia memiliki beberapa kelemahan. Misalnya, film oksida juga terbentuk di atasnya, oleh karena itu perlu pra-perawatan.

Jika ini tidak dilakukan, itu akan mempengaruhi kualitas lasan. Juga buruk bahwa bermacam-macam besar memperumit pilihan ketika tidak diketahui secara pasti bahan apa yang harus dilas.
Kawat pengisi mendapatkan sifat utamanya dari aluminium. Mengingat tingginya tingkat peleburannya, penting untuk memantau keakuratan penyesuaian kecepatan umpan kawat ke zona kerja pengelasan. Saat bekerja dengannya, tidak perlu suhu tinggi. Selain itu, selama operasi, kabel tidak berubah warna, yang dapat mempersulit kontrol pemanasan. Itu tidak mengurangi konduktivitas listrik aluminium.


jenis
Kawat las memiliki diameter mulai dari 0,8 hingga 12,5 mm. Selain gulungan, dijual dalam bentuk gulungan dan bundel. Seringkali dikemas dalam kantong polietilen tertutup bersama dengan gel silika. Diameter varietas yang ditarik tidak melebihi 4 mm. Ditekan bervariasi antara 4,5-12,5 mm.
Sifat kimia kawat untuk mengelas baja aluminium dengan perangkat semi-otomatis tanpa gas ditentukan oleh komposisinya. Berdasarkan ini, beberapa jenis bahan las habis pakai dapat dibedakan. Dalam hal ini, penandaan menunjukkan kandungan aluminium atau aditif lain dalam komposisi kawat:
- untuk bekerja dengan aluminium murni (logam dengan jumlah aditif minimum), grade kawat pengisi SV A 99, yang terdiri dari aluminium hampir murni;

- ketika direncanakan untuk bekerja dengan aluminium dengan sebagian kecil aditif, gunakan merek kawat SV A 85T, yang, selain 85% aluminium, termasuk 1% titanium;

- saat bekerja dengan paduan aluminium-magnesium, kawat las merek SV AMg3, yang mengandung 3% magnesium;

- ketika direncanakan untuk bekerja dengan logam di mana magnesium mendominasi, kawat yang dirancang khusus dengan tanda digunakan dalam pekerjaan SV AMg 63;

- untuk logam, yang meliputi silikon, kawat las telah dikembangkan SV AK 5, terdiri dari aluminium dan 5% silikon;

- SV AK 10 berbeda dari jenis bahan baku kawat habis pakai sebelumnya dalam persentase besar aditif silikon;

- variasi SV 1201 dirancang untuk bekerja dengan paduan aluminium yang mengandung tembaga.

Kawat pengisi untuk pengelasan aluminium diproduksi dengan fokus pada 2 standar utama.
GOST 14838-78 menunjukkan bahwa produk ini dirancang untuk pos dingin aluminium dan paduannya, di mana ia mendominasi. GOST 7871-75 - standar kawat yang digunakan khusus untuk mengelas aluminium dan paduannya.
Selain kombinasi aluminium/silikon, aluminium/magnesium, kawat aluminium dengan aditif mangan tersedia secara komersial.Dalam kebanyakan kasus, bahan habis pakai untuk penggunaan universal dibeli untuk bekerja. Terlepas dari kenyataan bahwa keserbagunaan dianggap relatif, kawat ini memberikan lasan berkualitas tinggi. Itu tidak magnet, itu adalah elektroda unik dari tipe khusus.

Bagaimana memilih?
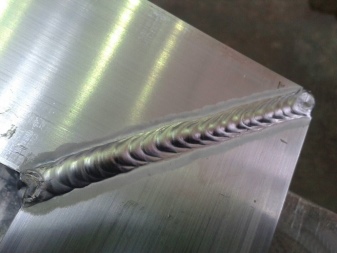
Penting untuk memilih kawat aluminium yang tepat untuk pengelasan. Kualitas dan keandalan lasan yang terbentuk bergantung pada ini, dan di samping itu, stabilitas karakteristik mekanisnya. Untuk membeli bahan habis pakai yang benar-benar berkualitas tinggi, Anda perlu mempertimbangkan parameter berikut:
- kekuatan tarik jahitan;
- plastisitas sambungan las;
- tahan karat;
- ketahanan retak.
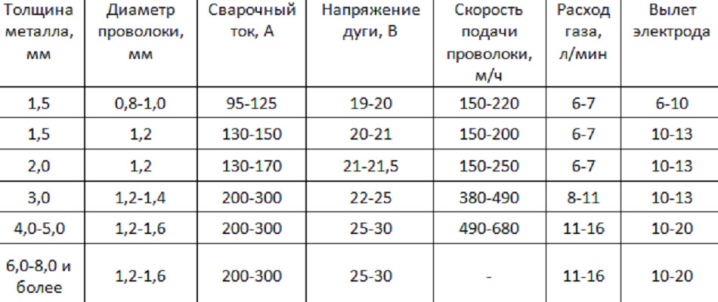
Penting untuk memilih kawat las dengan mempertimbangkan objek yang akan dilas. Diameter bahan habis pakai harus sedikit lebih kecil dari ketebalan logam. Misalnya, untuk lembaran aluminium dengan ketebalan 2 mm, batang dengan diameter 2-3 mm cocok.
Selain itu, Anda perlu mengetahui komposisi objek yang Anda beli bahan habis pakai. Idealnya, komposisinya harus identik dengan logam.
Komponen seperti silikon memberikan kekuatan kawat. Dalam modifikasi lain, mungkin termasuk nikel dan kromium. Bahan baku habis pakai ini digunakan tidak hanya dalam teknik mesin, makanan, minyak dan industri ringan, tetapi juga dalam pembuatan kapal. Kawat las berkualitas tinggi untuk aluminium adalah elemen tak terpisahkan dari pengelasan busur.
Jika tidak diketahui persis apa yang termasuk dalam komposisi bahan yang tersedia untuk pengelasan, lebih baik membeli kawat pengisi universal untuk bekerja dengan aluminium bertanda SV 08GA. Dalam hal ini, perlu memperhitungkan volume bahan baku yang dapat dikonsumsi. Jika Anda merencanakan sejumlah kecil pekerjaan, tidak masuk akal untuk membeli gulungan kawat besar.
Jika jenis pekerjaan yang panjang dan sama direncanakan, tidak dilakukan tanpa pasokan bahan yang besar. Dalam hal ini, lebih menguntungkan untuk membeli gulungan yang berbeda dalam panjang maksimum kabel yang dapat dikonsumsi. Agar tidak salah dalam memilih, Anda harus memperhatikan titik leleh logam dan kawat itu sendiri. Anda harus bekerja dengan cepat agar tidak membakar logam. Oleh karena itu, harus identik.

Ini berbeda terutama karena adanya pengotor dalam komposisi. Semakin banyak komposisi kawat dan logam yang berbeda, semakin buruk kualitas lasannya.
Aditif tambahan dalam komposisi paduan dapat menyebabkan logam menjadi terlalu panas, dan kawat tidak akan mencapai kondisi yang diperlukan untuk pengelasan.
Yang pasti, Anda bisa memperhatikan mereknya. Idealnya, merek kawat dan logam yang akan dilas harus sama. Jika tidak cocok, itu dapat mempengaruhi kualitas lasan.
Anda dapat membeli bahan kawat berkualitas tinggi dari produsen tepercaya. Merek-merek tersebut antara lain ESAB, Aisi, Redbo dan Iskra.

Saat memilih opsi yang dipertimbangkan dengan cermat, orang tidak boleh melupakan aturan utama. Penggunaan material harus tepat waktu. Setelah membuka paket, waktu penyimpanan harus dijaga agar tetap minimum. Semakin lama kawat disimpan, semakin cepat tidak dapat digunakan. Perawatan maksimal harus dilakukan saat menyimpan bahan dalam kondisi kelembaban tinggi.
Saat membeli, perlu dipertimbangkan bahwa gulungan kecil dengan kawat luka untuk pengelasan aluminium tidak cocok untuk semua perangkat. Jika Anda memiliki keraguan saat memilih satu atau opsi lain, Anda dapat berkonsultasi dengan konsultan penjualan.

Lebih baik pergi ke situs web pabrikan dan tanyakan padanya jenis kawat apa yang cocok untuk bekerja dengan logam tertentu.
Nuansa penggunaan
Menggunakan bahan habis pakai untuk pengelasan aluminium tidak begitu mudah. Bahan pengisi ditandai dengan kecenderungan melengkung, memiliki koefisien ekspansi linier yang tinggi. Logamnya tidak elastis, yang dapat mempersulit pengelasan. Mengingat hal ini perlu untuk memastikan kekakuan fiksasi objek yang dilas, di mana beban yang berbeda dapat digunakan.
Segera sebelum proses pengelasan itu sendiri, persiapan awal logam dilakukan. Permukaan objek itu sendiri dan kawat dibersihkan dari film dengan pelarut kimia. Ini akan meminimalkan kemungkinan retakan kristal. Untuk menyederhanakan pekerjaan dan menghindari munculnya retakan, pemanasan awal benda kerja hingga suhu 110 derajat akan membantu.

Cara memilih batang pengisi, lihat di bawah.













Komentar berhasil dikirim.