Semua tentang kawat las argon

Mengetahui segala sesuatu tentang kawat untuk pengelasan dengan argon adalah momen wajib yang sama untuk setiap tukang las sebagai kemampuan untuk memilih elektroda, jenis dan karakteristik arus. Pilihan kawat ini juga tidak sesederhana kelihatannya. Ya, dan penggunaannya dapat mengancam dengan sejumlah jebakan, jika tidak dilakukan dengan benar.

Keunikan
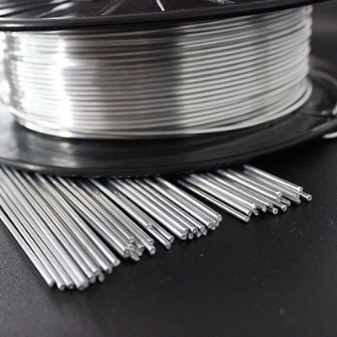
Fitur utama kawat untuk pengelasan argon adalah penampilannya. Dalam kebanyakan kasus, komponen ini adalah batang logam melingkar. Anda perlu memasukkan kumparan seperti itu ke dalam mekanisme umpan. Kawat masuk itu sendiri dapat memiliki struktur padat atau berongga. Ada juga produk dengan inklusi. Bahan aditif harus benar-benar sama dengan bahan benda kerja.
Semua upaya untuk melanggar aturan ini tidak akan menghasilkan apa-apa. Pengiriman dalam gulungan nyaman untuk keperluan industri. Dalam mode manual, kawat dimasukkan ke area kerja, terutama selama pekerjaan kerajinan tangan. Secara umum, teknologi tidak memaksakan persyaratan khusus lainnya.


jenis
Jenis kawat padat diperoleh dari logam murni. Komposisi perangkat tersebut tidak boleh mengandung kotoran apa pun, aditif juga tidak boleh digunakan. Meskipun sederhana, jenis kawat ini paling banyak digunakan oleh tukang las. Merekalah yang terutama diambil untuk pengelasan di lingkungan gas. Kawat berinti fluks praktis tidak cocok untuk pengelasan argon, karena dimaksudkan secara khusus untuk mengganti pelindung gas eksternal dengan zat yang dilepaskan selama peleburan bubuk.
Yang paling menarik adalah produk yang diaktifkan. Ini menggabungkan keuntungan dari solusi padat dan bubuk tanpa kerugian mereka. Perbedaan juga berlaku untuk jenis bahan yang dilas. Kawat pengisi untuk pemrosesan argon-arc dari logam besi adalah salah satu opsi yang paling umum. Distribusi utamanya adalah:
- kawat inti fluks dipaksa untuk menangani baja karbon yang kemudian diberi perlakuan panas (walaupun ini biasanya bukan pilihan terbaik);
- aluminium diperlukan untuk bekerja dengan aluminium (mungkin mengandung mangan, silikon, magnesium, dan inklusi lainnya);
- kawat las stainless - digunakan dalam pengerjaan dengan baja paduan dengan kromium atau nikel;
- berlapis tembaga (terutama digunakan saat mengelas benda kerja dengan paduan berat atau paduan sedang);
- baja sederhana (lebih disukai untuk pekerjaan dengan logam paduan ringan).



Kawat stainless secara aktif digunakan untuk memasak baja yang mengandung kromium atau nikel. Outputnya harus jahitan berkualitas sangat tinggi.
Munculnya retakan hampir dikecualikan, serta terjadinya proses korosi. Saat menggunakan kawat stainless, percikan dijaga agar tetap minimum. Busur akan bekerja sangat aktif dan stabil, dan masa pakai jahitan akan meningkat secara nyata.
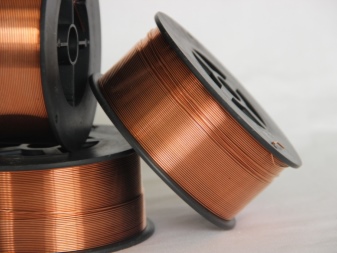
Kawat berlapis tembaga memiliki sifat positif yang sama dengan varietas stainlessnya.Selain itu, juga membantu menghemat tip, terlepas dari mesin las yang digunakan. Pengiriman kawat berlapis tembaga biasanya berarti penggulungannya pada kaset plastik. Ketebalan tipikal bervariasi dari 0,6 hingga 1 mm. Kawat berlapis tembaga (misalnya, SV-08G2S) memfasilitasi restart busur pengelasan dan membantu menstabilkan pembakarannya dalam mode apa pun. Produk alternatif ESAB dirancang untuk bekerja dengan:
- baja perkakas;
- paduan baja yang digunakan dalam pembuatan kapal;
- logam dicap;
- aluminium;
- besi cor.

Kawat baja sederhana untuk pengelasan argon dapat diterapkan di hampir semua area produksi industri. Bahan habis pakai ini diklasifikasikan menurut sejumlah besar indikator. Peran yang sangat penting, bersama dengan penampang, adalah kekuatan mekanik material. Komposisi kimia yang tepat juga penting - seperti biasa, semakin dekat ke benda kerja, semakin baik dan lebih efisien pekerjaan. Hanya kawat yang ditandai dengan singkatan "Sv" yang dapat digunakan, penampang melintangnya berkisar dari 0,03 hingga 1,2 cm.
Bahan aluminium diminati saat menangani paduan aluminium, di mana proporsi silikon dibatasi hingga 3%. Kandungan tembaga yang membatasi dalam hal ini berkisar antara 3 hingga 5%. Bahan pengisi serupa:
- menjamin peningkatan kekuatan;
- memberikan warna yang sama dengan yang kosong itu sendiri;
- tidak kalah dengan ketahanan korosi pada struktur aluminium.
Aditif aluminium diminati dalam produksi mobil, kapal sungai dan laut. Kawat seperti itu digunakan secara besar-besaran saat mengelas struktur yang bersentuhan dengan air.Tetapi penting untuk dipahami bahwa aluminium murni tidak digunakan dalam praktik, selalu dicampur dengan zat lain - jika tidak, kekuatan yang cukup tidak dapat diberikan.
Titik ini juga merupakan karakteristik aditif pengelasan. Namun, ada proporsi aditif tidak melebihi 1%.



Pilihan
Poin utamanya adalah manipulasi yang sedang berlangsung. Kawat yang dirancang khusus untuk pengelasan argon tidak cocok untuk memotong (dan sebaliknya). Perhatian harus diberikan pada diameter produk. Sangat wajar bahwa semakin tebal logamnya, semakin besar aditifnya. Dalam kebanyakan kasus, kawat dengan penampang 3 mm dipilih.
Perlu dicatat bahwa komponen peningkatan khusus mungkin ada di kawat las. Sifat teknis produk tergantung pada kuantitas dan proporsinya. Anda juga harus memperhatikan penandaan kawat. Huruf "C" diikuti oleh angka yang menunjukkan konsentrasi karbon. Selanjutnya, logam tambahan diindikasikan jika konsentrasi logam adalah 0,99% atau lebih rendah.



Petunjuk Penggunaan
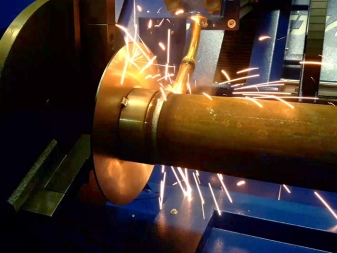
Kawat las dapat digunakan dalam mode otomatis atau semi-otomatis. Pasokan argon harus terjadi secara sinkron dengan penambahan aditif. Anda juga harus menggunakan pembakar khusus. Arus searah dengan polarisasi langsung seharusnya digunakan. Operasi pada arus bolak-balik menyiratkan penggunaan osilator, tetapi dalam praktiknya jenis manipulasi ini hanya ditunjukkan ketika bekerja dengan tabung kecil berdinding tipis.
Pengelasan manual dengan argon juga terkadang dilakukan. Operator memegang obor khusus dengan satu tangan dan kabel dengan tangan lainnya. Yang terakhir dimasukkan ke area kerja semulus mungkin. Metode ini membutuhkan tangan yang kuat, kuat, dan mata yang stabil.
Dan bahkan dalam kondisi seperti itu, tidak mungkin untuk bekerja untuk waktu yang lama dan stabil, oleh karena itu sangat diinginkan untuk tetap menggunakan setidaknya perangkat semi-otomatis.














Komentar berhasil dikirim.