Semua tentang batang kawat 8 mm

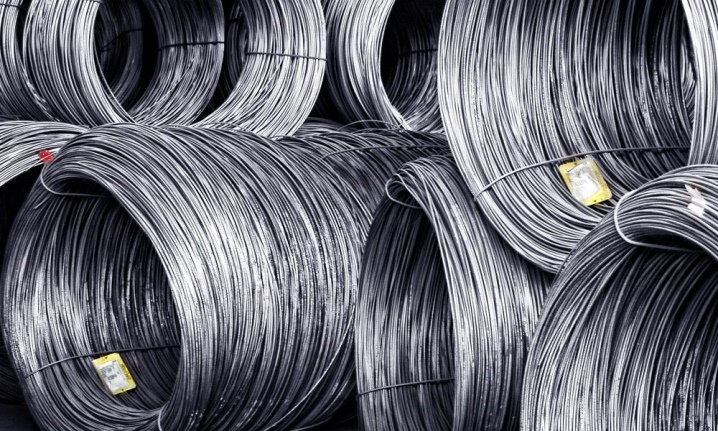
Kawat gulung adalah bahan baku siap pakai untuk produksi batang baja galvanis, fitting, tali, kawat dan kabel. Tanpa itu, produksi teknik listrik dan radio, kendaraan khusus, pembangunan rumah kerangka dan sejumlah jenis dan jenis aktivitas manusia lainnya akan berhenti.


Fitur dan persyaratan
Batang kawat baja telah meningkatkan kekuatan dan kekerasan, yang membuatnya menjadi dasar yang cocok untuk produksi alat kelengkapan bulat dan oval yang halus, kabel, gantungan untuk kabel tembaga dan optik, paku, elektroda las dan kawat las, staples bundar. Penampang umum dari kawat gulung idealnya bulat, oval kurang umum.
Diameter kawat yang digulung adalah dari pecahan milimeter hingga 1 cm. Penampang kawat baja yang digulung adalah 5–8 mm.



Kawat tembaga lebih sering setebal 0,05–2 mm, yang dikonfirmasi oleh belitan motor, kabel dan konduktor pusat kabel koaksial, kabel multi-inti. Aluminium terutama digunakan sebagai kabel dan kabel untuk saluran listrik - penampang satu batang mencapai satu sentimeter. Dalam kasus terakhir, kabel aluminium digunakan, tergantung pada isolator pilar keramik.Kabel dengan insulasi dan selubung pelindung memiliki penampang yang cukup untuk menahan ratusan dan ribuan kilowatt yang diambil oleh konsumen dari gardu transformator.
Batang kawat, seperti profil logam besi lainnya, cocok untuk penangkal petir yang memberikan proteksi petir.



Dalam produksi batang kawat, patuhi GOST 380-94. Produksi batang kawat sesuai dengan spesifikasi alat kelengkapan dan kabel tidak diperbolehkan. Batang kawat putus dapat menyebabkan runtuhnya gedung bertingkat (tulang baja akan patah, rangka beton bertulang akan retak, bergerak, dan bangunan akan menjadi darurat) atau menyebabkan kebakaran (kawat dan kabel aluminium di bawah beban yang signifikan). Melebihi jumlah pengotor yang diizinkan, seperti belerang, akan membuat baja menjadi rapuh. Baja karbon rendah tidak akan memperoleh kekerasan dan kekuatan yang cukup, misalnya, untuk menancapkan paku ke kayu.
Ini dan banyak fitur lainnya dipantau oleh para ahli, diperiksa sesuai dengan GOST. Massa dan diameter batang kawat diatur oleh GOST 2590-88. Kawat baja diproduksi dengan akurasi biasa (C) dan tinggi (B) dalam hal diameter dan berat. Oval yang digulung tidak boleh lebih dari setengah jumlah perbedaan diameter maksimum.
Kelengkungan kawat tidak melebihi 0,2% dari panjangnya. Indikator ini ditentukan pada segmen minimal 1 m, terletak pada jarak lebih dari 1,5 m dari tepi.
Berat 1 meter dari batang baja 8 mm menurut GOST adalah 395 g. Untuk 9 mm - 499, untuk 10 mm, berat spesifik meteran lari - 617 g Batang kawat tidak boleh putus pada pembengkokan 180 ° (memutar batang ke arah yang berlawanan). Dengan satu tikungan, retakan mikro seharusnya tidak terbentuk. Diameter pin daya, tempat batang kawat diperiksa untuk menekuk, sama dengan diameter bagiannya.


Bagaimana mereka melakukannya?
Produksi batang kawat adalah salah satu metode paling sederhana dari logam canai. Sederhananya, kawat gulung - profil bundar, yang diameternya, tidak seperti pipa, kurang dari 1 cm. Tidak masuk akal untuk menghasilkan kawat dengan penampang yang lebih besar (dengan pengecualian tulangan dengan diameter hingga beberapa cm): biaya logam dan paduannya akan sangat tinggi.


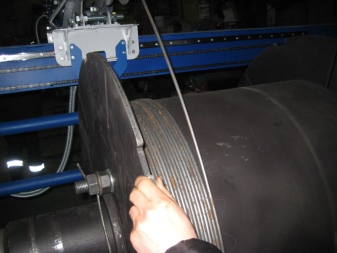
Benda kerja dalam bentuk batang panjang multi-meter digulung di atas mesin konveyor bergulir. Logam atau paduan dipanaskan dan ditarik keluar, melewati poros pemandu yang menentukan penampang dan diameter. Batang kawat merah-panas dililitkan pada kumparan mesin berliku, membentuk ring-bay.
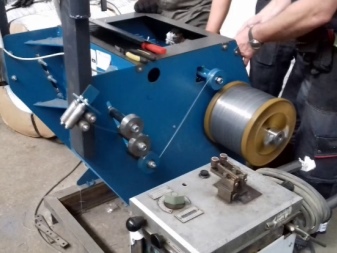
Pendinginan alami dapat melunakkan bahan dari mana batang kawat baru saja disadap. Dipercepat - dengan meniup atau ketika direndam dalam air - akan memberikan kekerasan tambahan pada logam atau paduan.
Batang kawat yang mengalami pendinginan alami tidak diperiksa kandungan timbangannya menurut beratnya. Dengan pendinginan yang dipercepat, menurut GOST, bagiannya tidak boleh melebihi 18 kg per ton produk jadi. Kerak terkelupas baik secara mekanis (menggunakan sikat baja, pemutus kerak) atau secara kimiawi (melewati kawat melalui asam sulfat encer). Penggunaan asam sulfat pekat dengan cepat dan mudah mengurangi kerak, tetapi juga menipiskan bagian batang kawat yang berguna.
Untuk menghilangkan efek saturasi logam dengan hidrogen dan untuk mencegah munculnya kerapuhan selama pengawetan, natrium ortofosfat, garam meja dan garam lainnya digunakan, yang memperlambat korosi berlebihan pada kawat yang digulung selama pemrosesan.

jenis
Pelapisan yang diterapkan pada batang kawat dilakukan dengan penyemprotan panas atau anodizing. Dalam kasus pertama, bubuk seng panas diterapkan pada kawat baja, dari mana kerak (besi peroksida) sebelumnya telah dihilangkan.
Ini adalah bagaimana kawat galvanis diperoleh. Prosesnya membutuhkan suhu 290-900 °C, itu disebut difus.

Seng juga diterapkan dengan anodizing, melarutkan garam yang mengandung seng dalam elektrolit, misalnya, seng klorida. Arus searah dilewatkan melalui komposisi. Lapisan seng logam dilepaskan pada katoda, dan pada anoda, dalam hal ini, klorin, yang ditentukan oleh bau dalam kondisi laboratorium. Pelapisan tembaga aluminium (untuk menghemat tembaga) juga diproduksi dengan anodizing. Ruang lingkup konduktor aluminium berlapis tembaga adalah kabel sinyal untuk sistem tegangan rendah, misalnya, jaringan alarm kebakaran dan keamanan, serta pengawasan video.
Metode dingin melibatkan penerapan lapisan pelindung pada batang kawat yang baru dibersihkan keraknya. Dasarnya adalah komposisi polimer (organik), tetapi kawat seperti itu takut terlalu panas di atas beberapa puluh derajat di atas nol.

Metode gas-dinamis memungkinkan Anda untuk menggembleng produk baja dalam bentuk apa pun. Prinsip operasinya didasarkan pada aliran hipersonik dari gas penyemprot.
Galvanisasi hot dip adalah metode terbaik. Batang galvanis hot-dip akan bertahan lebih lama dari produk yang sama persis yang diproses dengan metode lain. Untuk melakukan ini, batang kawat atau produk lain ditempatkan di bak di mana seng dicairkan. Setelah ekstraksi, seng dioksidasi, kemudian karbon dioksida ditambahkan, dan seng oksida diubah menjadi seng karbonat.
Pada akhir proses produksi, batang kawat jadi dikirim ke gerai ritel, pembeli grosir (misalnya, perusahaan konstruksi) atau dikirim ke pabrik lain yang memproduksi paku, fitting.Individu disuplai dengan kawat gulung dengan diameter kurang dari 8 mm dan dalam jumlah yang jauh lebih kecil daripada grosir.


Batang kawat baja, menurut GOST 30136-95, diproduksi sebagai terukur, tidak terukur dan beberapa kali lebih tinggi dari nilai terukur.
Panjang batang ditentukan oleh komposisi baja.
Untuk baja karbon rendah, batang canai memiliki panjang 2–12 m: Semakin sedikit karbon dalam baja, semakin ulet. Baja dengan kandungan karbon tinggi diproduksi dalam bentuk batang 2-6 meter. Baja karbon tinggi, yang berkualitas tinggi, memungkinkan produksi batang 1–6 m.














Komentar berhasil dikirim.