Deskripsi dan varietas kawat baja

Kawat baja dianggap sebagai salah satu bahan logam paling umum di industri. Ini pada saat yang sama merupakan dasar untuk pembuatan berbagai macam barang dan pada saat yang sama dapat digunakan untuk penggunaan mandiri. Ada banyak jenis kawat seperti itu - mereka akan dibahas dalam ulasan kami.



Fitur dan properti
Dalam bentuknya yang paling umum, kawat adalah batang logam fleksibel dari logam, biasanya berbentuk silinder. Ini digunakan untuk menahan tekanan mekanis yang meningkat, serta untuk mengirimkan sinyal televisi dan audio dan listrik. Kawat baja bisa padat, terdampar, dan mungkin memiliki jalinan. Dalam kebanyakan kasus, itu dibuat dengan penampang bulat, sedikit lebih jarang dibuat dalam bentuk persegi, heksagonal, persegi panjang dan beberapa bentuk lainnya.



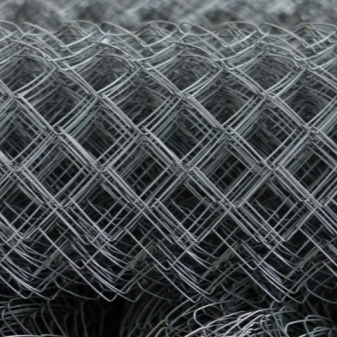
Kawat baja termasuk dalam kategori produk struktural, itu banyak digunakan dalam produksi produk kabel baja, tali baja, jaring logam, pegas, serta berbagai elemen pemanas tungku listrik.Perangkat keras terbuat dari kawat (mur, baut dan paku keling) - dalam hal ini, produksi didasarkan pada teknik pos dingin.
Kawat menurut standar memiliki tepi yang membulat. Pita serupa digunakan dalam pembuatan gergaji untuk kayu dan logam, serta ring, rantai sepeda dan sepeda motor.

Konsumen utama kawat baja dan barang-barang darinya adalah bidang-bidang seperti pengerjaan logam dan teknik mesin, barang-barang itu dibeli untuk kebutuhan konstruksi, kimia, industri petrokimia, metalurgi besi dan non-ferro. Kawat yang paling banyak digunakan terbuat dari paduan baja karbon rendah, ini adalah produk panjang metalisasi dengan kandungan karbon rendah. Berkat sifat teknis ini, produk menerima peningkatan kekuatan yang dikombinasikan dengan keuletan yang baik.


Jika lapisan seng juga diterapkan pada kawat baja untuk keperluan umum, maka itu menjadi tahan terhadap korosi. Itu sebabnya kawat galvanis digunakan dalam kondisi kelembaban tinggi, sementara itu mempertahankan karakteristik fisik dan operasional awalnya untuk waktu yang lama. Sesuai dengan arus GOST 3282–74, kawat baja anil menjadi lebih lembut.
Fitur ini memungkinkannya digunakan untuk pekerjaan perkuatan, serta untuk memasukkan produk dalam proses teknologi untuk merajut tulangan, mengemas barang-barang yang mungkin dan memproduksi berbagai bagian. Kawat tujuan paling umum lebih diminati di antara semua jenis kawat lainnya.


Produksi
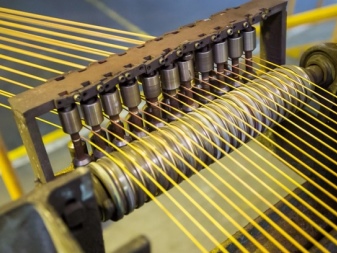
Pelepasan kawat baja dilakukan dengan menggambar batang kawat pada peralatan khusus dengan pembakaran lebih lanjut dalam tungku khusus atau tanpa itu.
Proses broaching dan menggambar tidak terlalu rumit dari sudut pandang teknis. Batang kawat yang ditekan digunakan sebagai bahan baku yang berfungsi, semua manipulasi dilakukan pada mesin gambar. Dibandingkan dengan penggulungan logam, operasi ini memiliki banyak keuntungan:
- operasi otomatis peralatan mesin memberikan peningkatan kinerja;
- Menggambar memungkinkan Anda mendapatkan produk bentuk yang sangat teratur dengan permukaan yang bersih dan rata - karena ini, tingkat pemrosesan selanjutnya sangat berkurang, dan kawat itu sendiri memperoleh sifat mekanik yang lebih baik.


Secara umum, produksi kawat baja terdampar melibatkan beberapa langkah.
- Pada tahap ini dilakukan etching, tugas utamanya adalah menghilangkan lapisan permukaan logam dan kerak, yang dapat mengganggu gambar. Persiapan permukaan dilakukan dengan degreasing, penggilingan, pemolesan dan pemotongan mekanis dari area yang ditolak. Karena senyawa kimia kompleks mungkin ada dalam timbangan, batang kawat diperlakukan dengan larutan asam yang dipanaskan hingga 50 derajat. Setelah itu, benda kerja dicuci dan dikeringkan saat dipanaskan hingga 75-100 derajat di ruang pengering khusus.
- Pada tahap ini, ada perawatan panas, yang tujuannya adalah untuk membuat logam kosong lebih lunak, bebas dari tekanan internal. Untuk melakukan ini, bahan dipanaskan, ditahan selama beberapa waktu dan didinginkan. Akibatnya, sifat baja berubah secara signifikan dan proses penarikan kawat dan pembakarannya difasilitasi.
- Selanjutnya, dengan bantuan palu, baja kosong diratakan dan diratakan. Dengan cara ini dimungkinkan untuk memperbaiki logam pada drum mesin gambar untuk melewatkannya melalui cetakan.
- Pada tahap ini, menggambar langsung. Untuk melakukan ini, bahan mentah yang telah diproses dan rata ditarik pada mesin dengan kecepatan setinggi mungkin melalui saluran yang meruncing. Tergantung pada jumlah kawat yang ditarik, proses ini bisa tunggal atau multi-utas.
- Pada tahap akhir, tampil pembakaran — tugas utama manipulasi ini adalah meminimalkan tegangan setelah penarikan logam. Baja menjadi elastis, tahan tarik dan kaku, sekaligus lentur terhadap pemanjangan dan puntiran, parameter seperti resistivitas dan berat 1 meter meningkat.

Ada dua jenis perlakuan panas.
- Penembakan ringan - dilakukan dalam tungku yang diisi dengan gas inert. Karena ini, logam tidak mengalami oksidasi, kerak tidak terbentuk di atasnya. Produk jadi memperoleh warna terang dan biaya yang sangat mengesankan.
- Penembakan hitam - dalam hal ini, atmosfer paling sederhana digunakan, kerak terbentuk pada permukaan produk jadi, sehingga warnanya menjadi gelap. Biaya kawat semacam itu jauh lebih rendah daripada cahaya.


Mengingat paduan baja termasuk dalam kategori logam yang cepat menimbulkan korosi, galvanisasi sering dimasukkan dalam siklus produksi. Kawat terbaik dan kualitas tertinggi diperoleh dengan teknik hot-dip galvanizing, karena dalam hal ini adhesi maksimum seng langsung ke kawat dipastikan.
Produk jadi pada output tidak takut karat dan pada saat yang sama memiliki tingkat perlindungan yang meningkat terhadap faktor eksternal yang tidak menguntungkan seperti aksi sinar ultraviolet, angin, dan fluktuasi suhu. Selain itu, kawat baja galvanis jauh lebih ulet daripada non-galvanis, dan karenanya lebih tahan lama. Setelah itu, produk dipotong-potong dan diberi label.

Sesuai dengan GOST 3282–74, kawat baja diproduksi dari baja sesuai dengan standar No1050 saat ini. Kawat jadi dengan penampang 0,5 hingga 6 mm, yang belum mengalami perlakuan panas, harus menahan setidaknya 4 tikungan di pintu keluar tanpa melanggar integritas keseluruhan dan menghancurkan struktur logam. Pada permukaan produk yang tidak dilapisi dengan seng, standar teknologi memungkinkan adanya penyok dan goresan kecil - sementara kedalamannya tidak boleh lebih dari 1/4 dari penyimpangan diameter produk jadi. Tetapi kehadiran semua jenis retakan, kerak, dan film dengan ukuran apa pun sangat tidak diperbolehkan.
Kawat galvanis mungkin memiliki sedikit lapisan keputihan di permukaan, serta berkilau - tetapi hanya jika mereka tidak merusak kualitas lapisan secara keseluruhan. Dilarang keras menjual dan menggunakan dalam proses produksi kawat baja dengan area tanpa lapisan logam dan noda hitam.
Lapisan tidak boleh retak atau terkelupas, namun, sedikit pengelupasan seperti debu diperbolehkan.


Klasifikasi
Ukuran dan bentuk bagian
Tergantung pada ukuran dan bentuk bagian, semua produk jadi secara konvensional dibagi menjadi beberapa kelompok. Yang pertama termasuk yang paling tipis, yang ketebalannya tidak lebih dari 0,1 mm. Produk dengan parameter penampang melebihi 8 mm ditugaskan ke grup ke-9.Semua produk, sesuai dengan standar, dibuat dalam profil bulat, persegi, serta multifaset atau berbentuk.


Jenis pemrosesan akhir
Finishing kawat sebagian besar menyediakan parameter mekanik dan fisiko-kimia yang diperlukan. Itu sebabnya untuk memberikan kekuatan maksimum, kawat juga dikeraskan, ditembakkan, dan distabilkan. Materi yang belum melalui manipulasi ini memiliki cakupan penggunaan yang sangat terbatas.

Menurut jenis permukaan
Kawat baja dapat dipoles, diasamkan, serta digiling atau ditarik sebagai hasil dari pembubutan dan pengelupasan awal. Diperbolehkan untuk memproduksi kawat tanpa finishing awal. Lapisan dapat berupa logam (berlapis tembaga, kuningan, galvanis atau aluminisasi) atau non-logam (polimer atau fosfat, berselubung PVC).
Produk tanpa lapisan apapun biasanya diproses pada suhu tinggi.. Produk yang diproses dalam oven termal diproduksi dalam warna hitam atau terang, sedangkan ketebalannya dapat bervariasi dari 0,16 hingga 10 mm.


Dengan komposisi kimia
Kawat baja terbuat dari:
- paduan karbon rendah dengan kandungan karbon kurang dari 0,25%, diperlukan untuk produk beton bertulang;
- paduan karbon dengan kandungan karbon lebih dari 0,25, ia digunakan untuk pembuatan pegas, serta kabel dan tali.
Baja dapat paduan atau paduan tinggi. Produksi dari paduan dengan parameter fisik dan kimia khusus (tahan panas, tahan korosi dan presisi) diperbolehkan.
Fitur struktural tertentu memberlakukan persyaratan khusus pada paduan dalam hal kandungan unsur kimia seperti nikel dan kromium.


Berdasarkan area aplikasi
Tergantung pada aplikasinya, kelompok kawat baja berikut dibedakan.
- Tahan karat - terbuat dari paduan khusus dengan peningkatan parameter ketahanan panas. Bahan ini tidak terkena karat dan oksidasi, dan terutama digunakan dalam produksi produk perangkat keras.
- Pengelasan - diproduksi dengan ukuran bagian dari 0,5 hingga 8 mm, terutama digunakan dalam pemasangan las busur listrik.
- Memperkuat - sesuai namanya, kawat semacam itu banyak digunakan untuk memperkuat struktur beton bertulang dari semua jenis. Mereka bisa tanpa tegangan atau di bawah tekanan tinggi. Karena adanya bagian dalam bahan baja, adhesi maksimum ke dasar beton berpori dipastikan selama proses penguatan.
- Musim semi - digunakan saat melepaskan pegas, yang dilakukan dengan belitan dingin, tanpa perlakuan panas lebih lanjut.
- Tali - relevan untuk pembuatan tali laut, sungai dan tali lainnya. Optimal untuk mengepang kabel, telah menemukan aplikasi luas di bidang produksinya.
- rajutan - Diproduksi dari baja ringan untuk kekuatan dan keuletan. Ini banyak digunakan dalam pertanian dan konstruksi.

Menandai
Baja memiliki tanda khusus sendiri, yang mencakup serangkaian huruf dan angka. Jadi, kawat baja hitam yang diberi perlakuan panas dengan penampang 0,86 mm ditetapkan sebagai berikut: kawat 0,86 - O - H - GOST 3281-74. Tidak dirawat dalam kawat tungku termal dengan ukuran bagian 1,6 mm dari kategori ke-2 dengan lapisan galvanis dari kelas ke-2 ditandai: kawat 1,46 - II - 2Ts - GOST 3281-74.
Kawat dijual dalam gulungan, sedangkan belitan itu sendiri dilakukan tanpa belokan, meletakkannya dalam baris berturut-turut - sehingga memastikan pelepasan tanpa hambatan.
Bisa ada hingga 3 segmen dalam satu kumparan, setiap gulungan hanya boleh berisi satu segmen.

Lihat video berikutnya tentang cara membuat kawat baja dan kabel logam.













Komentar berhasil dikirim.