Klasifikasi dan pemilihan kawat las

Pekerjaan pengelasan dapat dilakukan secara otomatis dan semi-otomatis dan dapat dilakukan dengan berbagai bahan. Agar hasil dari proses yang sedang berlangsung berhasil, masuk akal untuk menggunakan kawat las khusus.


Apa itu dan mengapa itu dibutuhkan?
Kawat las adalah benang logam, paling sering dililitkan pada kumparan. Definisi elemen ini menunjukkan bahwa itu terutama berkontribusi pada penciptaan jahitan yang lebih kuat, tanpa pori-pori dan penyimpangan. Penggunaan filamen memastikan produksi dengan jumlah skrap minimum serta tingkat pembentukan terak yang rendah.
Perangkat dipasang di pengumpan, setelah itu kawat dikirim ke zona pengelasan baik dalam mode otomatis atau semi-otomatis. Pada prinsipnya juga dapat diumpankan secara manual hanya dengan menggulung koil.
Bahan pengisi tunduk pada persyaratan yang berkaitan tidak hanya dengan kualitas, tetapi juga kesesuaian bagian yang akan dikerjakan.
Lihat ikhtisar
Klasifikasi kawat las dilakukan tergantung pada karakteristik, sifat, dan tugas yang dilakukan.
Dengan janji
Selain kawat tujuan umum, ada juga varietas untuk pengelasan dalam kondisi khusus. Sebagai pilihan, filamen logam dapat digunakan untuk prosedur dengan pembentukan paksa lasan, untuk bekerja di bawah air atau menggunakan teknologi mandi. Dalam kasus ini, kawat harus memiliki lapisan khusus atau komposisi kimia khusus.

Berdasarkan struktur
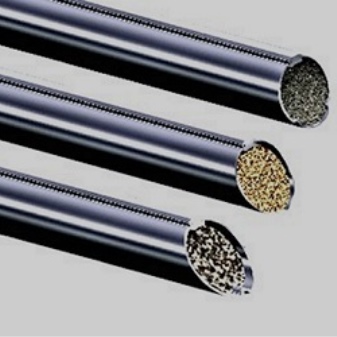
Menurut struktur kawat, merupakan kebiasaan untuk membedakan varietas padat, bubuk dan aktif. Kawat padat terlihat seperti inti terkalibrasi yang dipasang pada gulungan atau kaset. Berbaring dalam barisan di teluk juga dimungkinkan. Terkadang batang dan pita menjadi alternatif untuk kawat semacam itu. Varietas ini digunakan untuk pengelasan otomatis dan semi otomatis.
Kawat berinti fluks terlihat seperti tabung berongga yang diisi dengan fluks. Sebaliknya, itu tidak boleh digunakan pada mesin semi-otomatis, karena sulitnya membuka benang. Selain itu, aksi rol seharusnya tidak mengubah tabung bundar menjadi oval. Film yang diaktifkan juga merupakan inti yang dikalibrasi, tetapi dengan penambahan komponen yang digunakan untuk kabel inti fluks. Misalnya, mungkin lapisan tipis.

Menurut jenis permukaan
Film las bisa berlapis tembaga dan tidak berlapis tembaga. Filamen berlapis tembaga meningkatkan stabilitas busur las. Ini terjadi karena sifat-sifat tembaga berkontribusi pada pasokan arus yang lebih baik ke zona pengelasan. Selain itu, ketahanan pakan berkurang. Kawat bebas tembaga lebih murah, yang merupakan keuntungan utamanya.
Namun, benang yang tidak dilapisi mungkin memiliki permukaan yang dipoles, yang menjadikannya semacam penghubung antara dua varietas utama.

Komposisi
Komposisi kimia kawat harus sesuai dengan komposisi bahan yang diproses. Itu sebabnya dalam klasifikasi ini, ada sejumlah besar jenis benang pengisi: baja, perunggu, titanium atau bahkan paduan, yang terdiri dari beberapa elemen.

Dengan jumlah elemen paduan
Sekali lagi, tergantung pada jumlah elemen paduan, kawat las dapat berupa:
- paduan rendah - kurang dari 2,5%;
- paduan sedang - dari 2,5% hingga 10%;
- sangat paduan - lebih dari 10%.
Semakin banyak elemen paduan dalam komposisi, semakin baik karakteristik kawat. Ketahanan panas, ketahanan korosi dan indikator lainnya ditingkatkan.


Dengan diameter
Diameter kawat dipilih tergantung pada ketebalan elemen yang akan dilas. Semakin kecil ketebalannya, semakin kecil, masing-masing, diameternya. Tergantung pada diameternya, parameter arus pengelasan juga ditentukan. Jadi, dengan indikator ini kurang dari 200 ampere, perlu untuk menyiapkan kawat las dengan diameter 0,6, 0,8 atau 1 milimeter. Untuk arus yang tidak melebihi 200-350 ampere, kawat dengan diameter 1 atau 1,2 milimeter cocok. Untuk arus 400 hingga 500 ampere, diperlukan diameter yang sama dengan 1,2 dan 1,6 milimeter.
Ada juga aturan bahwa diameter 0,3 hingga 1,6 mm cocok untuk proses semi-otomatis yang dilakukan di lingkungan pelindung. Diameter mulai dari 1,6 hingga 12 milimeter cocok untuk membuat elektroda las.Jika diameter kawat adalah 2, 3, 4, 5 atau 6 mm, maka bahan pengisi dapat digunakan untuk fluks.


Menandai
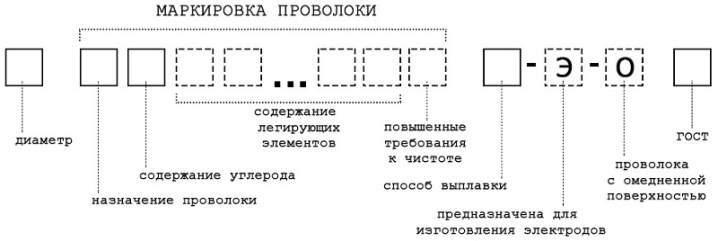
Penandaan kawat las ditentukan tergantung pada tingkat bahan yang membutuhkan pengelasan, serta pada kondisi kerja. Itu ditunjuk sesuai dengan GOST dan TU. Untuk untuk memahami bagaimana decoding dilakukan, Anda dapat mempertimbangkan contoh merek kawat Sv-06X19H9T, yang sering digunakan dalam pengelasan listrik, dan karena itu sangat populer. Kombinasi huruf "Sv" menunjukkan bahwa ulir logam hanya dimaksudkan untuk pengelasan.
Huruf-huruf tersebut diikuti oleh angka yang menunjukkan kandungan karbon. Angka “06” berarti kandungan karbon 0,06% dari total massa bahan pengisi. Selanjutnya, Anda dapat melihat bahan apa yang termasuk dalam komposisi kawat dan dalam jumlah berapa. Dalam hal ini, itu adalah "X19" - 19% kromium, "H9" - 9% nikel dan "T" - titanium. Karena tidak ada nomor di sebelah penunjukan titanium, ini berarti jumlahnya kurang dari 1%.
Produsen populer
Lebih dari 70 grade kawat pengisi diproduksi di Rusia. Produk merek Bars diproduksi oleh Barsweld yang telah beroperasi sejak tahun 2008. Rentangnya termasuk kabel stainless, tembaga, inti fluks, berlapis tembaga dan aluminium. Bahan pengisi diproduksi menggunakan teknologi inovatif. Pabrikan benang metalik Rusia lainnya adalah InterPro LLC. Produksi dilakukan pada peralatan Italia menggunakan pelumas impor khusus.
Kawat las juga dapat diproduksi di perusahaan Rusia:
- LLC "SvarStroyMontazh";
- Pabrik bahan las Sudislavsky.


Perusahaan Cina secara luas terwakili di pasar bahan pengisi. Keuntungan utama mereka adalah kombinasi harga rata-rata dan kualitas yang baik. Misalnya, kita berbicara tentang perusahaan Cina Farina, yang memproduksi kawat untuk bekerja dengan karbon dan baja paduan rendah. Pabrikan Cina lainnya termasuk perusahaan:
- Deka;
- banteng;
- AlfaMag;
- Yichen.


Bagaimana memilih?
Saat memilih bahan pengisi, dua aturan dasar harus dipertimbangkan. Seperti yang telah disebutkan, komposisi kawat harus semirip mungkin dengan komposisi bagian yang akan dilas. Misalnya, untuk logam besi dan paduan tembaga, variasi yang berbeda akan digunakan. Disarankan untuk memastikan bahwa komposisinya, jika mungkin, bebas dari belerang dan fosfor, serta karat, cat, dan kontaminan apa pun.
Aturan kedua terkait dengan titik leleh: untuk bahan pengisi, harus sedikit lebih rendah daripada untuk benda kerja. Jika suhu leleh kawat lebih tinggi, maka bagian yang terbakar akan terjadi. Selain itu, ada baiknya memastikan bahwa kawat menyebar secara merata dan dapat mengisi jahitan sepenuhnya. Diameter pengisi harus sesuai dengan ketebalan logam yang akan dilas.
Omong-omong, bahan kawat harus sesuai dengan bahan saluran pemandu.

Kiat Penggunaan
Penyimpanan kawat las tidak dapat dilakukan dalam kondisi kelembaban tinggi. Bahan pengisi dalam kemasan aslinya dapat disimpan pada suhu 17 hingga 27 derajat, dengan tingkat kelembapan 60%. Jika interval suhu naik menjadi 27-37 derajat, maka kelembaban relatif maksimum, sebaliknya, turun menjadi 50%.Benang yang dikeluarkan dari kemasan dapat digunakan di bengkel selama 14 hari. Namun, kawat perlu dilindungi dari kotoran, debu, dan produk minyak. Jika pengelasan terputus selama lebih dari 8 jam, kaset dan gulungan harus dilindungi dengan kantong plastik.
Selain itu, penggunaan bahan pengisi memerlukan perhitungan awal tingkat konsumsi. Akan lebih mudah untuk merencanakan konsumsi kawat per meter dari sambungan yang akan diisi. Ini dilakukan sesuai dengan rumus N \u003d G * K, di mana:
- N adalah norma;
- G adalah massa permukaan pada lapisan akhir, panjangnya satu meter;
- K adalah faktor koreksi, yang ditentukan tergantung pada massa material yang diendapkan dengan konsumsi logam yang diperlukan untuk pengelasan.


Untuk menghitung G, Anda perlu mengalikan F, y dan L:
- F - berarti luas penampang sambungan per meter persegi;
- y - bertanggung jawab atas kepadatan bahan yang digunakan untuk membuat kawat;
- alih-alih L, angka 1 digunakan, karena tingkat konsumsi dihitung per 1 meter.
Setelah menghitung N, indikator harus dikalikan dengan K:
- dengan pengelasan bawah, K adalah 1;
- dengan vertikal - 1.1;
- dengan sebagian vertikal - 1,05;
- dengan langit-langit - 1.2.

Perlu disebutkan, tidak ingin melakukan perhitungan sesuai rumus, di Internet Anda dapat menemukan kalkulator khusus untuk konsumsi bahan las. Mekanisme umpan kawat las, sebagai suatu peraturan, terdiri dari motor listrik, gearbox, dan sistem rol: umpan dan tekanan. Anda dapat membuatnya sendiri atau membeli perangkat yang sudah jadi. Mekanisme ini bertanggung jawab untuk mengangkut bahan pengisi ke zona pengelasan.
Perlu juga dicatat bahwa kawat las gas asetilena harus bebas dari karat atau minyak. Titik leleh harus sama dengan atau lebih rendah dari titik leleh bahan yang akan diproses.
Jika tidak mungkin untuk menemukan kawat las dengan komposisi yang sesuai, dalam beberapa kasus dapat diganti dengan strip dengan tingkat bahan yang sama dengan bahan yang sedang diproses. Persyaratan untuk filamen logam untuk pengelasan karbon dioksida serupa.


Di video berikutnya Anda akan menemukan tes perbandingan kawat las 0,8mm.













Komentar berhasil dikirim.