Pahat tukang kunci: tujuan dan tip untuk memilih

Beberapa pekerjaan memerlukan alat khusus yang dirancang untuk tindakan mekanis dengan kekuatan destruktif. Perangkat semacam itu adalah pahat. Akan dibahas di artikel.

Apa itu?
Pahat logam adalah alat pemotong perkusi untuk memproses logam atau batu. Itu terbuat dari baja karbon perkakas. Ujung alat ini berbentuk seperti mata pisau.
Alat ini multifungsi, tetapi terutama digunakan untuk:
- memecahkan batu;
- memotong logam;
- merobohkan ubin;
- "memotong" kepala paku/paku keling dan pengencang semacam itu;
- membuka / mengencangkan baut dan mur dengan tepi "menjilat".


Perangkat
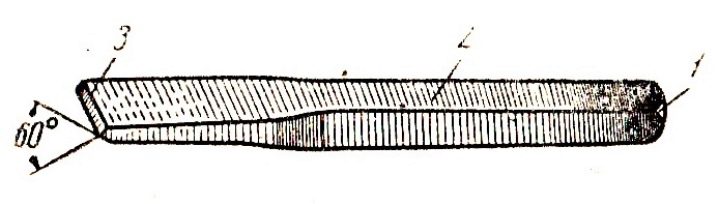
Diagram menunjukkan perangkat pahat tukang kayu: 1 - kepala, 2 - batang, 3 - bilah.
Secara umum, pahat adalah batang lurus, di bagian mana bentuk persegi panjang, bulat, oval atau polihedral dapat dilacak. Ini memiliki penajaman di satu sisi (kanvas kerja). Ujung lainnya dimaksudkan untuk pukulan palu. Untuk memastikan keamanan master selama bekerja, "jamur" pelindung dapat dipasang pada pahat. Ini adalah pegangan berongga dengan manik-manik, terbuat dari karet, kayu atau plastik.Namun, perlu dipertimbangkan bahwa hanya versi konstruksi alat yang biasanya dilengkapi dengan jamur pelindung. Pada pahat tukang kunci, biasanya tidak ada.
Bilah kerja memiliki penajaman dua sisi dengan sudut potong utama dan sekunder. Untuk meningkatkan daya tahan mata pisau pemotong, mata pisaunya sedikit tumpul. Shank dan bilah kerja pahat harus mengalami penguatan panas.
Jenis dan karakteristik
Ada sekitar 20 jenis instrumen yang dimaksud. Kami daftar yang paling terkenal dari mereka.
- pahat bangku - digunakan untuk pekerjaan dengan logam yang tidak dikeraskan.
- Pahat tombak - digunakan dengan perangkat pneumatik (jackhammers dan chipping hammer).
- pahat - dilengkapi dengan ujung tombak yang menyempit. Digunakan untuk memotong alur atau alur pada logam.



- pahat beralur - subspesies dari potongan silang dengan ujung tombak keriting.
- Pahat pandai besi - dipasang pada gagang kayu panjang (seperti palu). Ini memungkinkan Anda untuk memindahkan tangan yang menahan perlengkapan menjauh dari logam panas. Penggunaan logam dingin untuk memotong tidak dikecualikan.
- pahat kirmizi - perlengkapan yang lebih tajam dibandingkan dengan model konvensional, digunakan untuk bekerja dengan batu. Kanvas kerja opsi ini mirip dengan spatula. Ini membantu memproses batu dengan lancar, terutama digunakan oleh pematung. Alat ini dilengkapi dengan jamur karet, yang melindungi master tidak hanya dari pukulan tangan, tetapi juga dari hamburan pecahan.



Karakteristik utama alat meliputi jenis perlengkapan, tujuannya (untuk memproses logam lunak, keras sedang, dan keras). Jenis bagian tumbukan (kerucut atau lurus) juga diperhitungkan. Pahat dibuat dalam beberapa variasi bagian penyusun (sesuai dengan persyaratan GOST 7211-86). Alokasikan alat dengan pegangan:
- bagian oval datar;
- bagian oval;
- bagian heksagonal;
- bagian ganda.



Menurut jenis bagian shock, ada pilihan di mana:
- kerja kerucut dan bagian kejut lebarnya;
- bagian dampak kerja lurus dengan lebar.
Jika perangkat dimaksudkan untuk memotong logam, baja karbon kelas U7, U8, U9, U7A, U8A, dll digunakan dalam pembuatannya, pelat, misalnya, dari Pobedit.
Pahat dengan penyolderan yang menang cocok untuk bekerja dengan beton, logam, berbagai batu. Pahat seperti itu akan bertahan lebih lama dari perangkat tanpa penyolderan. Itu juga akan bertahan lebih lama tanpa mengasah.
Menurut persyaratan teknis GOST, kekerasan pahat harus memenuhi parameter tertentu. Untuk permukaan kerja dengan panjang setidaknya setengah dari ujung tombak untuk baja kelas 7HF, 8HF, angka ini adalah 56-60 HRC. Untuk U7A, 8HF, diberikan nilai 54-58 HRC. Untuk bagian tumbukan dengan panjang setidaknya satu setengah ukuran dari ujung tumbukan untuk 7HF, 8HF, norma yang ditetapkan adalah 41-46,5 HRC. Sedangkan untuk U7A, 8HF, di sini indikatornya berada di kisaran 36,5-41,5 HRC.


Nilai baja lainnya juga dapat digunakan untuk membuat produk. Hal utama adalah bahwa sifat mekanik bahan dalam keadaan diproses tidak boleh lebih buruk daripada varietas yang dijelaskan di atas.
Pahat harus memiliki lapisan pelindung dan dekoratif. Menurut GOST 9.306 dan 9.032, ini dapat berupa:
- oksida dengan minyak, fosfat dengan minyak atau kromium dengan ketebalan 9 mikron;
- kromium setebal 1 m dengan sublapisan nikel yang diendapkan dengan reduksi katodik setebal 12 m;
- galvanis dengan ketebalan 15 mikron dengan kromat dan fosfat, diikuti dengan pengecatan permukaan pahat dengan enamel nitroglyphthalic NTs132 berbagai warna sesuai kelas II;
- kadmium 21 mikron tebal dengan kromat;
- krom 1 m dengan sublapisan nikel setebal 14 atau 7 m.
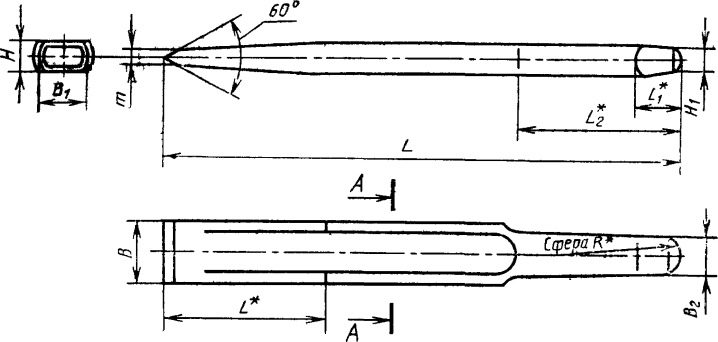
Ukuran pahat dapat bervariasi. Panjangnya bervariasi dari 100 hingga 200 mm, termasuk opsi dengan indikator 125, 160 mm. Lebar bagian kerja bisa 5-20 mm. Dalam hal berat, versi yang lebih ringan dapat memiliki berat antara 210g dan 380g. Yang berat (digunakan untuk pekerjaan perkakas listrik) dapat memiliki berat antara 590g dan 750g.


Sudut penajaman juga dapat bervariasi. Untuk logam lunak, digunakan produk dengan sudut yang lebih tajam (sekitar 35 derajat). Untuk logam keras, diperlukan sudut yang lebih besar (45-70 derajat).
Tips Seleksi
Sebelum Anda membeli pahat, Anda harus terlebih dahulu menentukan jenis pekerjaan yang akan digunakan untuk: konstruksi atau pipa ledeng. Perbedaan utama antara alat adalah ada atau tidak adanya elemen pelindung, yang disebutkan di awal artikel. Karena ini, dimensi berkurang, dan area kerja alat meningkat.
Perlu juga memperhatikan kelas baja dari mana pahat dibuat. Daftar jenis bahan yang direkomendasikan diberikan di atas. Pahat dengan kualitas terbaik memiliki kekuatan yang baik. Ini mengurangi risiko partikel pisau terkelupas selama pengoperasian, yang membuat alat ini lebih aman. Pahat yang terbuat dari baja ringan atau dengan bilah yang tidak dikeraskan dengan cepat menjadi tidak dapat digunakan.


Anda tidak boleh memilih model murah dari produsen yang kurang dikenal, mereka mungkin memiliki kualitas yang buruk. Berikan preferensi pada merek tepercaya.
Cara Penggunaan?
- Sebelum Anda mulai bekerja dengan pahat, Anda harus memastikan bahwa permukaan kerjanya utuh. Untuk melakukan ini, cukup dengan memeriksa tepi mata pisau dari retakan, keripik, dan cacat serupa. Jika ada yang ditemukan, tidak disarankan untuk menggunakan alat ini untuk menghindari cedera.
- Pastikan untuk menggunakan kacamata dan sarung tangan saat bekerja. Anda dapat menambahkan bantalan karet pelindung ke perangkat, yang akan meningkatkan tingkat keamanan master. Ingatlah bahwa pahat harus kering, jika tidak maka akan terlepas dari tangan Anda (ini berlaku untuk palu dan pahat itu sendiri). Saat bekerja, perlu untuk memantau dengan cermat bahwa tidak ada orang asing di dekatnya.
- Jangan lupa untuk menandai materi. Lembaran logam yang tipis namun berukuran besar dapat dipotong di atas landasan. Pahat harus dipegang secara vertikal. Jika benda kerja kecil, tetapi memiliki ketebalan yang besar, lebih baik menjepitnya di catok. Spons harus sama dengan tanda yang diterapkan. Jika ketebalan logam signifikan, maka garis penandaan harus ditempatkan 4 mm di atasnya. Palu membuat pukulan pendek dan tepat ke bagian belakang pahat pada sudut yang tepat.


- Saat bekerja dengan lembaran logam, pertimbangkan jenis dan ketebalannya (lembaran dengan ketebalan besar harus dipotong dalam beberapa lintasan). Jika Anda perlu memotong seutas kawat dengan pahat, jangan mencoba melakukannya dalam satu pukulan, karena bagian yang dipotong dapat terbang ke arah yang acak, yang akan menyebabkan Anda membuang waktu untuk mencarinya. Lebih baik membuat satu pukulan ringan (takik) berukuran kecil dan mematahkan bagian yang Anda butuhkan, yang pada akhirnya akan tetap berada di tangan Anda.
- Jangan lupa bahwa berat palu harus setidaknya beberapa kali lebih besar dari berat pahat.Jika tidak, pekerjaan akan menjadi masalah nyata: palu akan meluncur dari permukaan bagian benturan pahat, dan produktivitas akan mendekati nol. Kondisi palu juga penting, khususnya keandalan pengikatannya ke pegangan. Jika bagian alat yang terkena benturan keluar dari dudukan selama pengoperasian, ada risiko cedera.
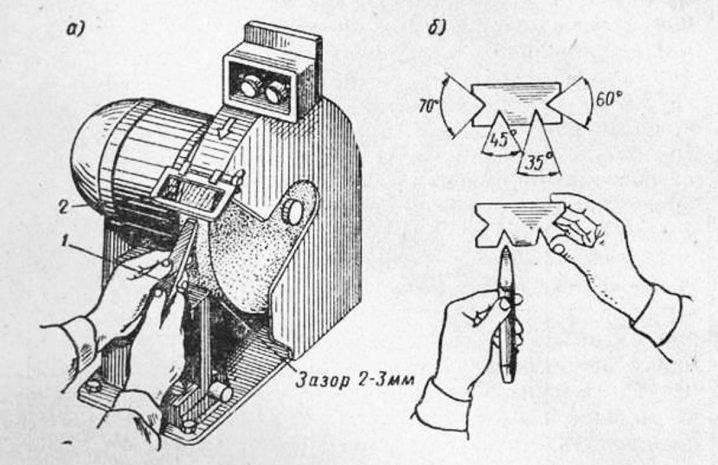
- Ingatlah bahwa pahat harus memiliki sudut penajaman yang benar. Semakin keras logam untuk dikerjakan, semakin besar sudutnya. Untuk besi tuang, baja keras dan perunggu, sudut penajaman diasumsikan 70 derajat. Untuk bahan dengan kelembutan sedang dan baja ringan (kuningan, seng, tembaga) - 60 derajat. Untuk aluminium, diperlukan alat dengan sudut penajaman 40 derajat.


Fitur mengasah
Untuk melakukan penajaman sendiri, perlu menyiapkan tangki kecil air bersih, di mana Anda akan secara berkala menempatkan alat yang dipanaskan (untuk menghindari pelunakan pengerasan awalnya). Penajaman dilakukan di ujung roda ampelas. Bilah pahat harus berlawanan dengan arah roda ampelas (untuk memastikan bahwa percikan api diarahkan ke bawah). Bergantung pada suhu sekitar dan kecepatan putaran roda / batu ampelas, dinginkan pahat dari 30 hingga 60 detik.
Jika tepinya terlalu terang, itu bisa menjadi terlalu panas dan kehilangan kekerasannya. Ini akan membuat tidak mungkin untuk memproses bahan keras. Selama mengasah, ubah sisi kontak mata pisau pemotong, karena pahat memiliki penurunan dua sisi. Pembalikan berkala memungkinkan untuk mempertahankan geometri yang benar. Mengasah juga bisa dilakukan di atas batu ampelas, tetapi akan memakan waktu lebih lama (dalam hal ini prosesnya dilakukan dengan bergerak maju).
Lihat di bawah untuk detailnya.













Komentar berhasil dikirim.