Fitur knurling untuk mesin bubut
Penggulungan benang menggunakan rol khusus adalah pilihan yang populer dan serbaguna yang digunakan oleh sebagian besar pengrajin dalam produksi. Solusi ini memungkinkan tidak hanya untuk mencapai benang presisi tinggi, tetapi juga memastikan bahwa produk jadi memenuhi persyaratan yang diperlukan dan mempercepat pemrosesan suku cadang.

gambaran umum
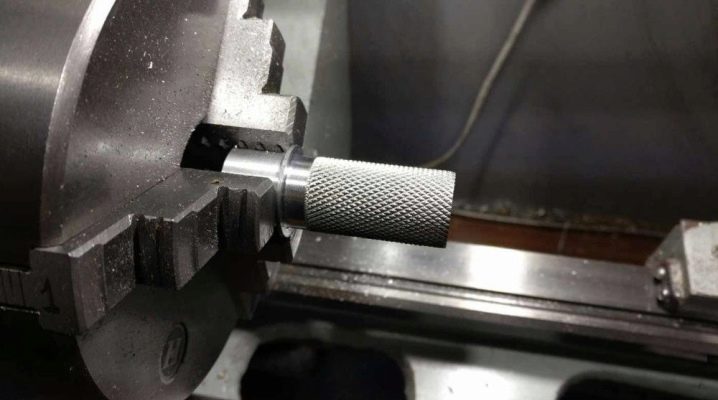
Knurling, dilakukan pada mesin bubut, adalah teknologi khusus yang digunakan untuk membentuk berbagai permukaan produk. Dengan bantuan alat khusus, pengrajin berhasil menggulung bagian-bagian:
-
kisi;
-
kerut;
-
risiko;
-
takik.


Saat ini, metode penggulungan bahan pemrosesan, diikuti dengan threading, dianggap sebagai opsi universal yang tersedia:
-
peningkatan karakteristik kerja dan kekuatan produk;
-
penghapusan cacat - retak, goresan, dan deformasi lainnya;
-
meningkatkan ketahanan korosi produk;
-
modernisasi elemen untuk meningkatkan operasi.

Beberapa detail memerlukan prosedur penggulungan agar nyaman digunakan nanti. Misalnya, sering kali kerutan khusus dibuat di kepala sekrup atau pegangan.
jenis
Pengerjaan logam melibatkan penggunaan dua jenis knurling di mesin bubut.
-
Bangunan bentuk. Mereka digunakan ketika diperlukan untuk membentuk gigi dan benang. Pada dasarnya, bagian silinder diproses. Dan juga knurling digunakan untuk menerapkan takik pada alat ukur, yang nantinya akan menjadi timbangan ukur. Di banyak industri, knurling juga dikenal sebagai gear rolling.
-
pengerasan. Dengan menggunakan teknik ini, dimungkinkan untuk meningkatkan ketahanan produk terhadap keausan, sehingga memperpanjang masa pakai. Dan juga knurling meningkatkan karakteristik kekuatan elemen yang diproses. Dalam proses pemrosesan, pengerasan diterapkan pada permukaan material, yang karenanya sifat operasionalnya ditingkatkan. Pada dasarnya, pengerasan knurling digunakan dalam pembuatan pengencang, poros atau busing.
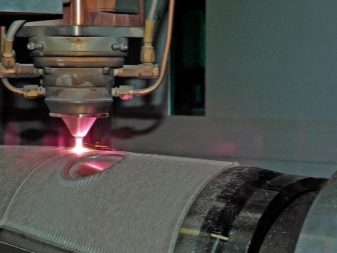

Knurling dilakukan dengan menggunakan alat khusus - alas dan rol yang terbuat dari baja tahan karat yang tahan lama. Dimensi gigi pada masing-masing rol menentukan bentuk dan ukuran benang masa depan atau jenis pemrosesan lainnya.

Berikut adalah jenis-jenis video.
-
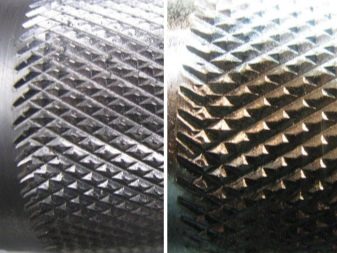
Rol. Elemen digunakan untuk membentuk relief di permukaan. Untuk mencapai hasil yang diinginkan, roller harus dipasang di dudukan, yang kemudian akan dipasang di tiang pahat. Rol knurling juga dibagi menjadi satu dan dua sisi. Yang pertama diminati saat membentuk pola lurus, yang terakhir diperlukan untuk kerutan jala.

- bergerigi. Berlaku untuk tujuan pembentukan gigi, terutama digunakan untuk memproses bagian silinder. Dengan bantuan rol bergigi, dimungkinkan untuk mencapai parameter yang diinginkan dalam sekali jalan.

- Universal. Mereka memungkinkan untuk membentuk kerutan pada berbagai elemen: dari pegangan hingga pengencang. Dan juga dirancang untuk menciptakan risiko dan takik.

- Standar. Rol semacam itu adalah bola biasa yang dirakit dari baja paduan keras atau besi yang dikeraskan. Beberapa elemen dilengkapi dengan pegas untuk tekanan seragam pada bagian tersebut. Keuntungan dari rol tersebut adalah kemampuan untuk menyesuaikan gaya tekan. Lebih sering, dengan bantuan model standar, bagian dari kekakuan minimum diproses.


Untuk melakukan pekerjaan, ada baiknya mendekati pilihan roller dengan hati-hati, karena hasilnya akan tergantung pada ukuran, bentuk, dan pelaksanaan elemen.
Nuansa penggunaan
Untuk melakukan prosedur, diperlukan peralatan pembubutan - mesin. Sebelum mulai bekerja, perlu untuk mengatur kecepatan pada peralatan - tidak lebih dari 100 per menit. Model yang kuat dan mesin profesional mampu mengatasi tugas pada suatu waktu. Di rumah, Anda perlu menggulung produk beberapa kali.
Rolling terdiri dari empat jenis:
-
langsung;
-
sudut;
-
menyeberang;
-
berbentuk setengah lingkaran.

Dua opsi pertama melibatkan penggunaan satu rol knurling. Diperlukan dua bagian untuk penggulungan silang.
Fitur roller yang melakukan penggulungan setengah lingkaran adalah alur setengah lingkaran khusus dengan jari-jari tempat pemotongan terjadi. Untuk memastikan bahwa bagian tidak melampaui tepi selama prosedur, radius alur harus melebihi radius pembulatan bagian sekitar setengah langkah knurling.
Fitur lain menggunakan knurling.
-
Untuk knurling lurus dan silang, dimensi chamfer harus diperhitungkanjika tidak, gerinda akan terbentuk di permukaan.
-
Saat menggulung, diameter produk meningkat rata-rata 0,5 langkah knurling. Ini harus diperhitungkan saat memilih roller.
-
Langkah knurling dihitung berdasarkan beberapa parameter: diameter dan karakteristik material, serta panjang permukaan yang akan dikerjakan.. Misalnya, untuk bahan keras, ada baiknya memilih langkah besar. Hal yang sama berlaku untuk bagian dengan lubang berdiameter besar.
-
Sebaiknya memulai prosedur penggulungan benang sebelum menyelesaikan permukaan bagian.. Ini dijelaskan oleh terjadinya tegangan besar yang disebabkan oleh roller, yang menyebabkan dimensi elemen dapat berubah.
-
Hampir semua mesin akan melakukan pekerjaan itu. dilengkapi dengan pemegang alat berdaya tinggi.
-
Rol sebelum prosedur harus dibersihkan secara menyeluruh dengan sikat, agar tidak merusak permukaan material yang sedang diproses.

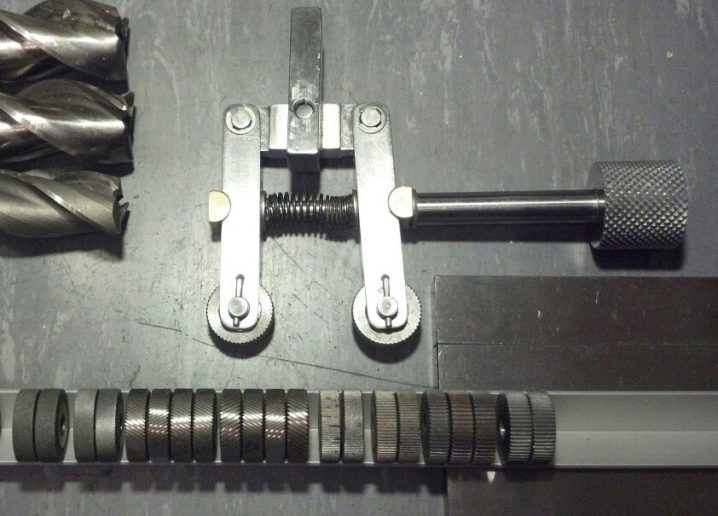
Knurling adalah proses yang kompleks, sebelum itu perlu untuk mengurus persiapan alat, bahan, dan perakitan struktur. Untuk memulai prosedur, Anda harus memasang rol di dudukannya. Ada jenis berikut:
-
pemegang kepala mengambang;
-
satu atau dua sisi;
-
berbentuk U;
-
berbentuk V.


Model mesin universal memungkinkan untuk bekerja dengan sepasang rol sekaligus, karena itu dimungkinkan untuk mencapai pola silang. Perangkat lain memungkinkan Anda untuk mengubah kedalaman alur, memperluas kemampuan peralatan.













Komentar berhasil dikirim.