Bagaimana cara mengasah bor untuk logam di rumah?

Apa pun bor yang dihasilkan - bahkan berkualitas tinggi - setelah ratusan siklus pengeboran, bor menjadi lebih tumpul, kehilangan penajaman ideal yang diberikan pada produk itu sendiri di pabrik. Ini tidak akan mengebor lubang yang sempurna dan tidak sobek sampai bor dikembalikan ke ketajaman semula.
Kapan Anda harus mengasah?
Mengasah bor untuk logam diperlukan dalam kasus-kasus berikut.
- Itu melompat dari titik yang ditandai dengan inti.
- Ketika Anda mencoba mengebor tanpa menandai lubang di masa depan, bor tidak menangkap ujung titik di titik yang dipilih, tetapi "berjalan", tidak peduli seberapa keras master membuat.
- Ada pemukulan, ketukan, kebisingan selama pengeboran, berubah menjadi dentang frekuensi tinggi. Mengetuk dan getaran mengendurkan bor (atau pons). Pada mekanik yang rusak dengan bor tumpul, tidak mungkin untuk mengebor dengan bor baru yang baru dibeli: bor baru sering pecah dari ini.
- Terlalu panas bahkan setelah satu menit operasi terus menerus. Baja berkecepatan tinggi yang terlalu panas akan menyebabkan hilangnya sifat kekuatannya (viskositas, kekerasan), dan produk hanya akan cocok untuk pengerjaan kayu, bukan pengerjaan logam.
- Partikel logam menjadi sobek, serpihan spiral menghilang.
Jika satu atau lebih tanda ditemukan, segera hentikan pengeboran dan periksa ketajaman titik dan tepi heliks.

Alat yang Diperlukan
Salah satu alat yang dipilih, termasuk yang dilengkapi dengan motor listrik, harus mengasah produk baja (pisau, bor, gunting, dll.). Persyaratan kedua adalah menjaga agar bor tetap diasah dalam prosesnya. Seberapa cepat dan efektif bor diasah tergantung pada pengaturan sudut penggilingan yang diperlukan dari lapisan baja berlebih dari tepi ujung dan kecepatan mengeluarkan produk ke roda gerinda. Alat penajam mekanis memungkinkan Anda membawa bor dengan diameter 3-19 mm ke dalam bentuk kerja dalam beberapa menit. Bor spiral diasah pada mesin khusus atau konvensional dengan motor listrik dan sistem umpan sederhana. Mesin seperti itu dapat dirakit secara independen dalam kondisi garasi - tidak perlu membeli mesin profesional; cukup sering, pelurusan titik pengeboran diluruskan dengan file, batu asah atau lingkaran.



Bulgaria
Master akan membutuhkan, selain penggerak listrik itu sendiri, wakil di mana benda kerja dijepit.
Granularitas roda gerinda dipilih sedemikian rupa sehingga tidak mungkin untuk melihat dengan mata telanjang alur mikro yang ditinggalkan oleh butiran remah kaca, yang menggiling logam.

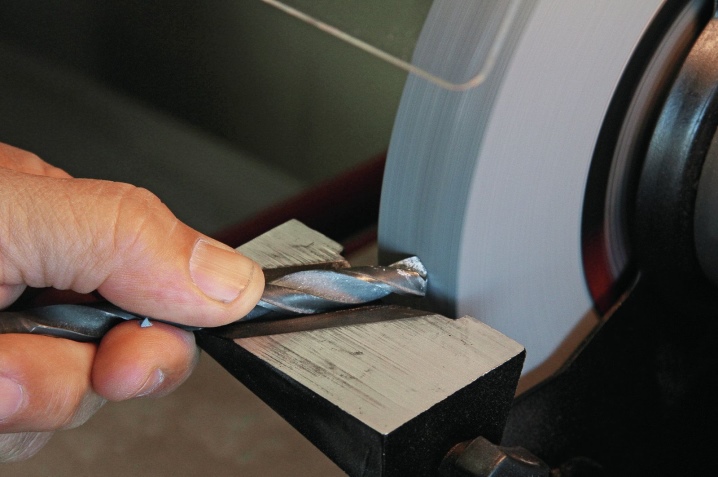
Untuk menggiling bor dengan penggiling, lakukan hal berikut:
- menjepit bor di wakil secara vertikal;
- giling tepi belakang untuk menghilangkan tanda-tanda keausan;
- menggiling tepi kerja pada sudut 120 °.
Jangan biarkan bor diasah terus menerus selama lebih dari dua detik. Sesi singkat terdiri dari menghilangkan lapisan paduan tipis, kurang dari 1 mm dari permukaan kerja. Bor siap untuk bekerja lagi.

alat pemeras anggur
Penggiling dibedakan oleh kecepatan penggunaan, mobilitas, tetapi master membayar untuk berputar dengan bantuannya dengan risiko cedera. Bahkan dengan memasang penutup pelindung pada gerinda, ada kemungkinan bahwa lingkaran akan retak, alat akan menyebabkan kemacetan singkat dengan kecepatan ribuan putaran per detik. Rautan mengurangi risiko cedera karena fiksasi kaku dari mesin itu sendiri. Jika tidak mungkin untuk menentukan sudut penajaman, templat plastik berguna, yang diterapkan pada permukaan yang akan diputar sebelum mulai menggiling. Untuk mencegah dudukan bergerak ke samping, itu dipasang dengan baut. Untuk mengasah bor pada rautan, lakukan hal berikut.
- Pasang bor di dudukannya dan hidupkan mesin.
- Bawa ujung tombak ke roda gerinda pada sudut 120°.
- Jika ada lekukan dan lubang pada bor, giling dari semua sisi. Mereka merusak keselarasan produk dan bor, menyebabkan yang terakhir bergetar berlebihan.
Saat memutar bor berdiameter besar, karena peningkatan kapasitas panas total, baja menjadi terlalu panas, berubah dari kecepatan tinggi menjadi biasa, tidak cocok untuk mengebor baja lainnya.


lampiran bor
Nosel pada bor memungkinkan Anda menggiling bor untuk logam. Skema tindakan di sini adalah sebagai berikut.
- Pasang adaptor adaptor untuk latihan konvensional pada bor. Pada bor listrik sederhana, itu tidak mungkin diperlukan.
- Pasang bor dengan diameter yang dibutuhkan di dalam lubang.
- Mulai bor dan giling bor di satu sisi.
- Untuk memutar ujung tombak kedua, putar bor dengan sisi lain dari ujung yang sama.
Sambungan bor hanya akan menajamkan mata bor yang sedikit tumpul.
Produk yang memiliki lubang dan takik di ujung tombak tidak dapat diasah dengan bor.
Tetapi karena relatif murah - dibandingkan dengan alat lain - memutar mata bor pada nosel tidak mahal.




File atau file
File ini tidak cocok untuk memproses baja berkecepatan tinggi, yang ditandai dengan peningkatan kekerasan dibandingkan dengan grade dan grade baja lainnya. Menggunakan batu kasar atau berlapis berlian, sulit untuk mempertahankan sudut penajaman yang diinginkan dengan tangan. Gunakan rautan bermotor.

Teknologi
Untuk mempertajam bor dengan kualitas tinggi, diperlukan perangkat tertentu. Apakah itu akan menjadi bor kecil atau besar, itu tidak masalah. – teknologinya sama: pekerjaan utama dilakukan oleh ujung tombak di ujungnya, dan tepi spiral samping menyelaraskan lubang yang dibor, mengeluarkan chip ke saluran spiral.

Cara paling sederhana untuk mengasah bor adalah selongsong, diameter dalamnya sama dengan diameter penampang bor itu sendiri. Selongsong dipasang dengan kaku pada sudut yang diinginkan. Ini dipilih sebagai berikut - bor harus dengan jelas dan paksa memasuki templat, tanpa menyimpang satu derajat pun. Jika bor menyimpang, ujung tombak tidak akan pulih secara akurat, dan akibatnya, ia akan "berjalan" saat bekerja. Busing dapat dilengkapi dengan tabung logam non-ferrous, yang diameter dalamnya sama dengan diameter produk yang paling umum.

Pengrajin yang sangat berpengetahuan melengkapi perangkat ini dengan sebatang kayu yang dibor dengan bor dengan diameter berbeda.
Template mencakup alat praktis yang memfasilitasi pasokan bor ke roda gerinda untuk diasah dan tidak memungkinkan produk bergerak ke arah yang berlawanan.Semakin keras jenis kayu dari mana batang dibuat, semakin akurat sudut yang ditetapkan: misalnya, master menggunakan batang kayu ek untuk memberi makan bor, sedangkan ayunan bor di dalamnya selama penajaman tidak termasuk. Mesin - misalnya, batu asah yang sama - dapat dibuat di rumah: yang utama adalah batu asah tidak terpusat, tidak bergetar selama operasi.

Sudut yang benar
Nilai sudut ditentukan oleh kelas baja atau logam lain (atau paduan) di mana lubang dibor. Semakin rendah kekerasan logam atau paduannya, semakin besar sudut penajamannya. Jadi, untuk baja, besi tuang dan perunggu, benda kerja dari mana Anda perlu mengebor, sudut penajaman mencapai 120 °, untuk plastik dan logam alkali lunak seperti magnesium - 85 °.


Tetapi untuk periuk kaca dan porselen, sudutnya bahkan lebih bodoh - 135°, hal yang sama diperlukan untuk paduan perunggu dan aluminium lunak.
Kayu dari spesies apa pun membutuhkan 130 °. Untuk baja tahan karat, 115 ° sudah cukup. Faktanya adalah bahwa logam yang mudah meleleh membentuk lebih banyak keripik dalam waktu singkat, terjadi gesekan yang berlebihan, ujung bor semakin memanas. Dan panas yang berlebihan menumpulkannya - bahkan baja yang mengeras dari mana bor dibuat dilepaskan saat dipanaskan. Baja produk kehilangan kekerasannya dan mulai tumpul lebih cepat.

mencari setelan
Anda dapat membawa bor yang dapat dipulihkan di rumah dengan roda gerinda khusus yang menggabungkan penggilingan kasar baja berkecepatan tinggi dengan butiran halus. Roda ini mengandung pengisi yang relatif lembut yang menghilangkan goresan kasar, takik dan gouge yang terbentuk selama pengoperasian. Mereka dihilangkan tanpa mengubah bentuk ujung tombak. Cakram ini ditempatkan pada penggiling atau bor, dan bor dijepit pada penjepit terpisah atau di wakil. Jika pemrosesan dengan bantuan lingkaran ternyata kasar, produk itu sendiri dipoles menggunakan roda ampelas yang berputar.

Penyelidikan
Pemeriksaan cepat untuk penajaman yang benar dicapai dengan menggunakan templat khusus yang mengukur panjang tepi tajam, lokasi ujung, sudut kemiringan saluran keluar pada bor dan sudut tepi memanjang.

Melemahkan
Jika master memiliki bor 10 mm tumpul, maka produk dirusak dari sisi tepi depan. Tugasnya adalah meningkatkan sudut ujung tombak dan mengurangi kemiringan ujung depan, penyempitan ujung melintang.
Yang terakhir akan memungkinkan logam atau paduan pada benda kerja untuk mengikis lebih aktif di tengah lubang.
Ini mencegah pengikisan butiran baja terkecil dari ujung yang dipercepat, yang berarti memperpanjang umur bor, memungkinkan untuk mengebor lebih cepat dan lebih banyak. Produk ini juga digiling pada sudut belakang yang kecil, yang mengurangi gaya gesekan pada lubang yang dipotong.


Rekomendasi
Bor biasa diasah dengan tangan mereka sendiri pada rautan sederhana, mesin gergaji dengan cakram gerinda besar, penggiling atau bor dengan nosel. Tetapi untuk yang dimahkotai, mesin khusus mungkin diperlukan. Faktanya adalah itu mahkota memiliki sumbu - bor utama, yang merupakan produk biasa. Dan jika diasah dengan cara yang sederhana, maka ujung mahkota yang bergerigi dan seperti gergaji akan membutuhkan kondisi mesin. Hal yang sama berlaku untuk latihan langkah kerucut.

Jangan mengasah bor tanpa penutup dan layar pelindung - hamburan debu baja berbahaya bagi mata. Kerusakan ganda pada mata, penyumbatannya dengan keripik penuh dengan kesulitan dalam mengekstraknya.
Dalam kasus terburuk, karena keracunan baja berkarat di lingkungan mata yang asin, seseorang akan dengan mudah kehilangannya. Berhati-hatilah untuk tidak mengebor ke langit-langit tanpa helm – Keripik yang jatuh juga masuk ke mata yang tidak terlindungi.
Pilih sudut yang tepat dari undercut. Bor yang terlalu "miring" tidak akan mengebor baja, terlalu "curam" - kayu, aluminium, perunggu, magnesium, plastik. Sudut yang salah akan menyebabkan bor bergoyang dan lubang bergerak, atau akan macet dan pecah.
Jangan mengebor kaca, periuk porselen, granit, keramik, tanah liat berkekuatan tinggi dengan baja berkecepatan tinggi biasa. Untuk bahan-bahan ini ada yang disebut menang. Paduan Pobedite secara signifikan melebihi kekuatan baja berkecepatan tinggi. Jangan mencoba mengebor kaca tempered karena akan segera pecah.
Jangan mempertajam bor Pobedite dengan ampelas sederhana dan lingkaran batu-vitrifikasi. - untuk produk ini ada berlian, seperti lingkaran yang memotong batu, bata dan baja yang dikeraskan. Giling bor pobedite dengan kecepatan rendah.

Jangan terlalu panaskan bor saat berputar - baja yang terlalu panas akan mengalami tempering dan menjadi lebih buruk. Ini tidak akan lagi menjadi panas-panas atau berkecepatan tinggi (instrumental).
Jangan mendinginkan bor pahat merah-panas dalam air atau cairan dingin lainnya - dari pendinginan mendadak, bor ditusuk dengan microcracks. Pada upaya pertama untuk mengebor benda kerja, produk akan segera pecah.
Jangan membelokkan bor saat berputar. Perawatan sekecil apa pun - setidaknya satu derajat - akan menyebabkan putaran yang tidak rata, getaran akan terjadi, merusak bor itu sendiri dan melonggarkan gearbox dan motor bor.
Panjang ujung tombak berbeda satu sama lain hingga nilai 0,3 mm. Keterbatasan ini diamati saat memutar bor berdiameter kecil.

Panjang bagian yang bekerja tidak boleh kurang dari satu sentimeter. Jika bor patah menjadi dua dan bagian dari area pemotongan dibuang, maka jangan menggiling bor, yang bagian kerjanya sekarang kurang dari satu sentimeter.
Mata bor paduan keras (misalnya, dengan ujung pobedite, dilapisi berlian) diasah dengan cara yang sama seperti mata bor padat yang dibuat dari bahan yang sama.
Cara mengasah bor dengan mudah, lihat di bawah.













Komentar berhasil dikirim.